
金属雕刻刀具的切割片选型指南
新闻资讯
已有0人浏览了本产品
一、主流金属切割工具特性比较
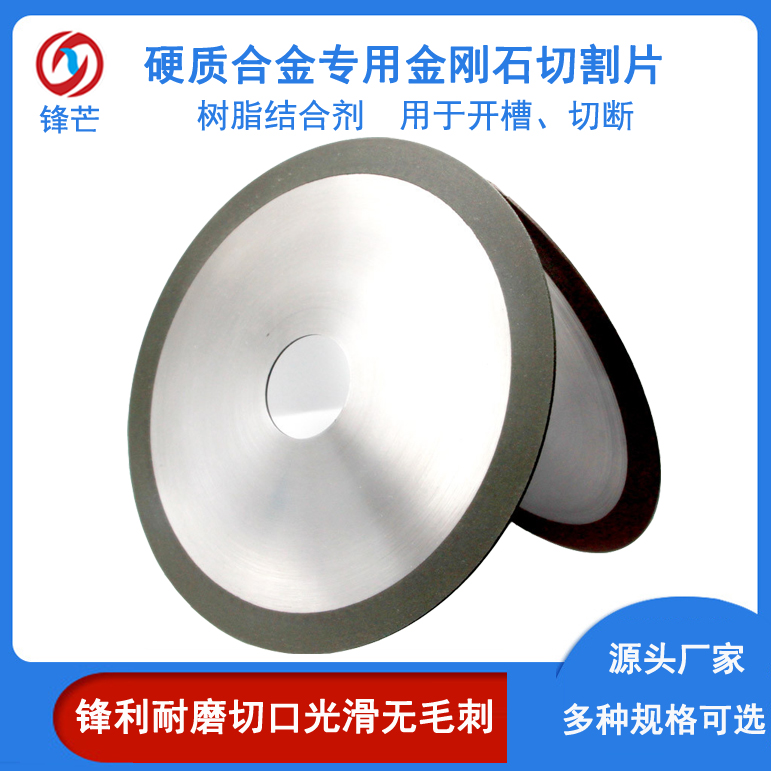
1.树脂砂轮片:适用于碳钢、合金钢等黑色金属的粗加工,具有成本优势但散热性较差
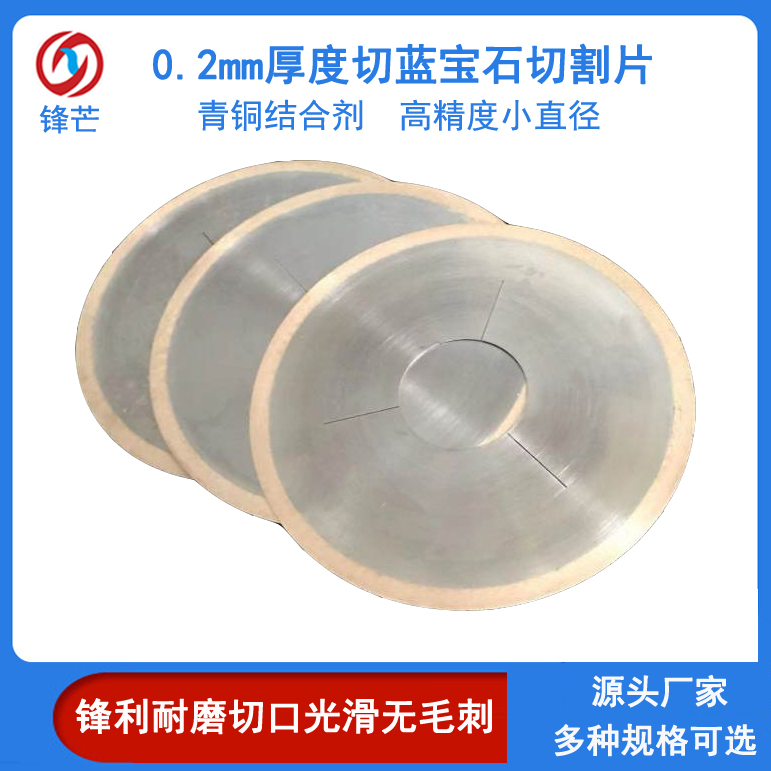
2.电镀金刚石切片:可加工硬质合金、淬火钢等材料,耐磨性优异但需配合冷却液使用
3.PCD复合刀片:针对有色金属精加工设计的超薄刀片,能有效避免材料粘刀现象
4.陶瓷结合剂砂轮:专用于高温合金等特殊材料,切削稳定性高于常规砂轮
二、金属材质与切割工具匹配原则
1.硬度匹配:高碳钢推荐使用CBN砂轮,铝合金宜选用金刚石涂层刀具
2.厚度适配:3mm以下薄板采用0.8mm厚刀片,10mm以上板材需用加强型砂轮
3.加工要求:精加工优先选择600目以上细粒度,粗加工可采用80-120目磨料
三、安全操作与工艺控制要点
1.必须配置防护面罩与防尘口罩,钨钢加工时需额外增加耳部防护
2.切割线速度应控制在15-35m/s范围,进给速度按0.05-0.2mm/转分级调节
3.冷却液流量不低于500ml/min,加工不锈钢时需选用含极压添加剂的专用冷却液
合理的工具选型需综合考量材料特性、设备参数及加工要求,通过科学的参数组合方能实现高效安全的金属雕刻作业。







{kind=link}