欢迎咨询:
13838387257欢迎咨询:
13838387257郑州锋芒超硬精密工具有限公司
联系人:易经理
联系电话:13838387257
邮箱:13838387257@139.com
公司地址:河南省郑州市上街区奥克斯智造产业园2号楼
树脂金刚石切割片的最佳转速没有一个固定的数值,通常取决于切割片的直径。最佳转速范围,需结合线速度(m/s)和切割片直径(mm)来计算得出。一般推荐树脂金刚石切割片的线速度为40-45m/s。一、计算公
全国统一服务热线:13838387257
树脂金刚石切割片的最佳转速没有一个固定的数值,通常取决于切割片的直径。最佳转速范围,需结合线速度(m/s)和切割片直径(mm)来计算得出。一般推荐树脂金刚石切割片的线速度为40-45m/s。
一、计算公式:
根据这个线速度,你可以通过以下公式计算出具体设备所需的转速:转速(转/分钟)= (线速度 × 60 × 1000) / (π × 直径),其中线速度(单位m/s),直径(单位mm)。
二、常见直径的最佳转速:
为了方便你参考,以下是针对常见直径规格,在推荐线速度(45m/s)下的最佳转速范围:
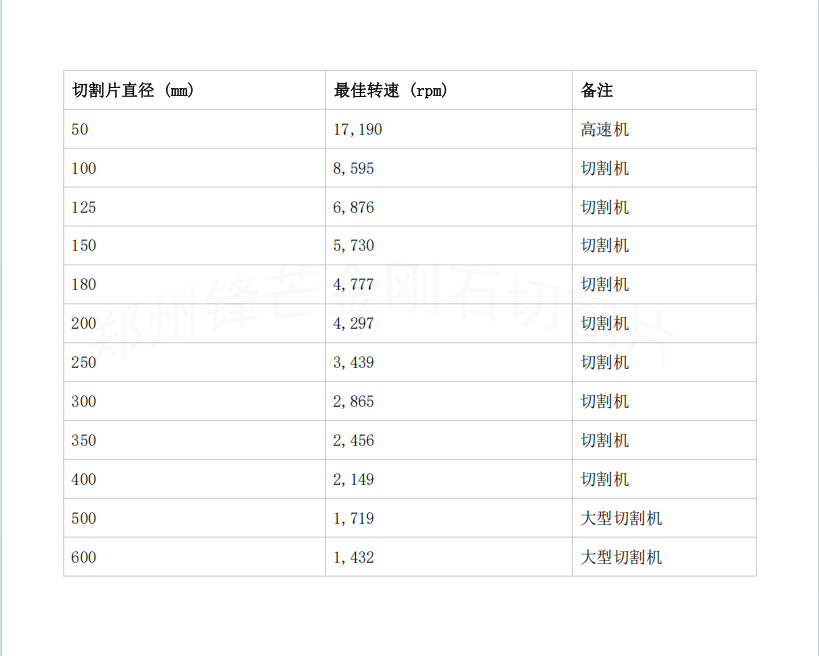
切割片直径 (mm) 最佳转速 (rpm) 备注
50 17,190 高速机
100 8,595 切割机
125 6,876 切割机
150 5,730 切割机
180 4,777 切割机
200 4,297 切割机
250 3,439 切割机
300 2,865 切割机
350 2,456 切割机
400 2,149 切割机
500 1,719 大型切割机
600 1,432 大型切割机
三、使用注意点:
安全红线:绝不超过切割片的最大允许转速(通常≤50 m/s)。转速过高容易导致金刚石颗粒易脱落、基体变形、安全隐患。
切割硬且脆的材料(如硬质合金、陶瓷)时,建议使用推荐范围的下限,防止刀刃过载崩刃;
冷却方式:要加水湿切,避免切割片高温损耗,影响切割片使用寿命。
 营业执照
营业执照