欢迎咨询:
13838387257欢迎咨询:
13838387257郑州锋芒超硬精密工具有限公司
联系人:易经理
联系电话:13838387257
邮箱:13838387257@139.com
公司地址:河南省郑州市上街区奥克斯智造产业园2号楼
氧化铝陶瓷(Al₂O₃)硬度极高(莫氏硬度约9级,仅次于金刚石),普通金属或碳化硅切割片难以有效切割,且易造成崩边、裂纹。切割氧化铝陶瓷时,一般使用金刚石切割片,其中树脂结合剂金刚石切割片和青铜烧结(
全国统一服务热线:13838387257
氧化铝陶瓷(Al₂O₃)硬度极高(莫氏硬度约9级,仅次于金刚石),普通金属或碳化硅切割片难以有效切割,且易造成崩边、裂纹。切割氧化铝陶瓷时,一般使用金刚石切割片,其中树脂结合剂金刚石切割片和青铜烧结(金属结合剂)金刚石切割片是两种主要选择,二者适配不同加工场景。
1、树脂金刚石切割片:锋利、自锐性好、切割面光洁度高,毛刺较少。结合剂有一定弹性,能减少崩边,提高切割质量,但磨损较快,寿命不如金属结合剂。适用于精密切割、对切割面质量要求高的薄壁件或易崩边材料。
适用场景:薄片氧化铝陶瓷(<5mm)、电子基板、精密陶瓷件、光学器件等对精度、光洁度要求高的精加工。对崩边敏感、无后续加工工序的场合。
局限性:进给速度受限,不适合大余量快速去除。使用寿命较短,由于自锐性,金刚石颗粒不断更新,结合剂本身磨损较快,需要更频繁地更换刀片。
注意:耐热性有限,必须配合水基冷却液,避免树脂烧毁。
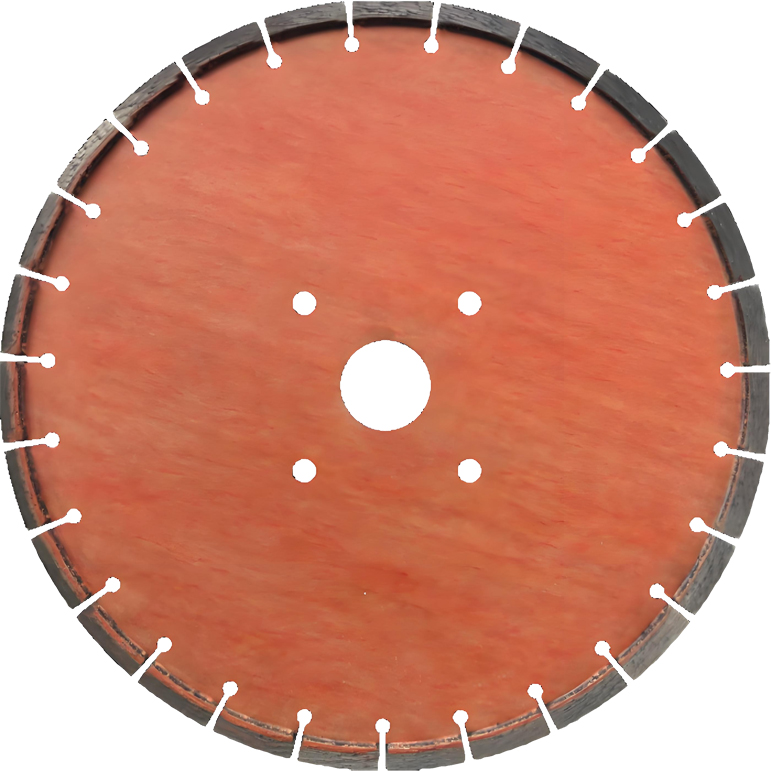
2、青铜烧结金刚石切割片:金属结合剂热压烧结制成,主要特点耐用度高、形状保持性好、寿命长、强度高。对金刚石磨料的把持力强,可承受更高线速度和更大进给力,适合深度切割和连续作业,但自身锐性相对差些。
热积累较多:可能引起局部热应力开裂,表面粗糙度较高,常需后续研磨处理。
适用场景:厚块陶瓷:如厚度大于10mm的陶瓷块,适合粗加工、厚件快速切割。大批量生产:追求高去除率、可接受后处理的场合。结构件加工:如陶瓷结构件、毛坯料切割等。对切口质量要求不高、预留后续精磨余量的工序。
局限性:切口质量较低,易产生微裂纹或边缘崩缺,切口表面相对粗糙。初始成本较高,通常高于同规格的树脂片。金属结合剂磨损慢,使用一段时间后,后期需要研磨磨刀。
使用建议:
1、根据陶瓷厚度选择:
薄片(≤5mm):推荐使用树脂结合剂金刚石切割片,以减少崩边和裂纹风险。
厚块(>10mm):推荐使用青铜烧结金刚石切割片,以提高切割效率。
2、根据加工精度要求选择:
高精度要求:如电子基板、传感器元件等,或者对切口要求比极高,推荐使用树脂结合剂金刚石切割片。
一般精度要求:如结构件、毛坯料切割等,推荐使用青铜烧结金刚石切割片。
3、及时修整刀片:新刀片或使用一段时间后,如果感觉切割费力、质量下降,需要用油石等工具对刀片进行修整开刃,以保持其锋利度,避免因钝化导致工件崩边或发热。
4、充分的冷却:切割过程会产生大量热量,必须使用充足的冷却水进行湿切,这不仅能防止工件热损伤和崩裂,也能延长切割片的使用寿命。
5、选择合适的切割参数:根据设备情况和工件要求,调整合适的切割速度,进给过快容易导致崩边,过慢则效率低下。
6、牢固的固定:切割前,必须使用夹具将工件牢固固定,防止其在切割过程中移位或振动,导致切割偏差或碎裂
7、现场试切验证:在确定大批量采购前,建议进行现场试切,根据氧化铝陶瓷的牌号(纯度、添加剂不同会导致硬度、韧性有差异)、厚度、形状以及设备情况,验证哪种切割片在特定工况下的综合表现最佳。
 营业执照
营业执照