欢迎咨询:
13838387257欢迎咨询:
13838387257郑州锋芒超硬精密工具有限公司
联系人:易经理
联系电话:13838387257
邮箱:13838387257@139.com
公司地址:河南省郑州市上街区奥克斯智造产业园2号楼
一、行业痛点分析钨钢类硬质合金(HRA85-93)凭借高硬度、高耐磨性成为精密刀具、模具核心材料,在钨钢(硬质合金)的精密切割领域,加工者长期面临“高硬度”与“脆性”带来的双重挑战。其一,钨钢的莫氏硬
全国统一服务热线:13838387257
一、行业痛点分析
钨钢类硬质合金(HRA85-93)凭借高硬度、高耐磨性成为精密刀具、模具核心材料,在钨钢(硬质合金)的精密切割领域,加工者长期面临“高硬度”与“脆性”带来的双重挑战。其一,钨钢的莫氏硬度约为8.5-9,远超常规钢材,导致传统切割工具在加工时极易磨损,刃口钝化严重。其二,钨钢脆性大,切割易产生崩边、微裂纹,行业测试数据显示,在高负荷切断作业中,普通切割片因把持力不足,易导致切割边缘产生微观崩口(崩边),且随着切割片基体刚性不足产生的偏摆,使得工件尺寸公差难以控制。行业统计显示,传统工艺加工的钨钢工件,边缘缺陷率达 18%--30%,直接导致成品率下降。其三,加工效率低下是另一核心痛点,许多工厂在面对钨钢棒材分段或精密开槽时,不得不采用缓慢的进给速度以防“烧刀”,这不仅拉长了单件加工工时,还因频繁的修刀换刀增加了停机成本。
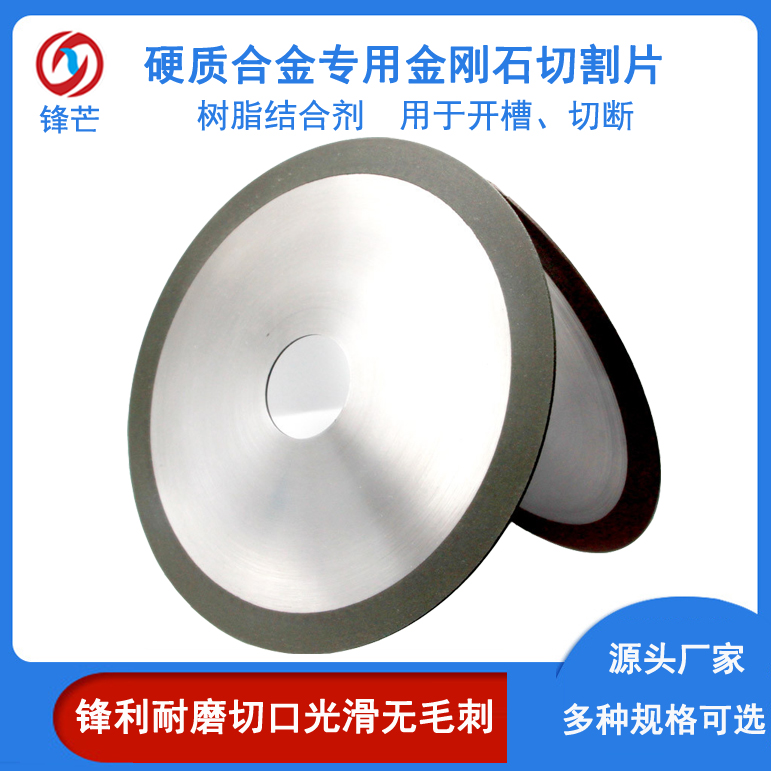
二、钨钢切割专用超薄切割片技术方案详解
针对上述挑战,以郑州锋芒金刚石切割片为代表的超薄切割方案,采用了系统性的技术整合。其核心技术在于高纯度单晶金刚石磨料,搭配改性酚醛树脂结合剂体系,构建 “梯度粒度 + 高致密化” 结构。表层细颗粒保障切割光洁度,内层粗颗粒提升切削效率,结合剂通过纳米填料增强,把持力提升 30%,有效避免金刚石颗粒过早脱落。
其次,为解决超薄片(厚度可达0.5mm级别)刚性不足的行业难题,该产品引入了“高刚性基体处理工艺”。通过特殊的张应力控制和弹簧钢基体选材,使基体在保持极薄切缝的同时,具备了较高的抗侧向载荷能力。
第三,在适配性方面,该系列切割片针对多引擎设备进行了工艺适配。无论是通用磨床,还是钨钢切断机,通过优化刀头的金刚石浓度(如粒度范围60-400#可选),确保了在不同主轴条件下切割稳定性的保持。具体性能数据显示,在针对YG8硬质合金棒料的切割测试中,采用该树脂金刚石切割片可实现锋利切割,切口垂直度高且表面无明显毛刺,单次修整后的连续加工时长较传统硅碳化类工具得到明显延长。
第四、郑州锋芒通过切割力动态平衡算法,实时调控切削进给量,测试显示,该算法显著降低崩边风险。此外,结合剂气孔率优化至 30%-50%,形成高效冷却通道,切割时刀体温度较传统工具降低 25%,抑制热损伤。
三、应用效果评估
在精密刀具、模具加工场景中,郑州锋芒金刚石切割片在钨钢加工领域展现了较稳定的工艺效果,实现钨钢工件 “一刀成型”,无需二次打磨。其在切断钨钢圆棒(常用于PCB钻头、模具顶针)时,切口宽度窄,有效减少了贵重钨钢材料的损耗。数据表明,使用该切割片加工的钨钢铣刀、冲模,尺寸精度可达 ±0.01mm,表面无热损伤痕迹,可直接进入后续装配工序。
与传统电火花线切割(EDM)方案相比,虽然两者均能实现高精度,但超薄切割片在加工速度上具有优势。传统EDM加工大尺寸钨钢件往往耗时超过12小时,而机械切割能在更短时间内完成材料分离。测试数据表明,该切割片通过树脂结合剂的弹性缓冲作用,有效吸收了切割中的震动和冲击,使工件切割面的崩边尺寸得到有效控制,从而降低了下游工序的修磨成本。从用户反馈价值来看,该方案的高刚性特点使其在多片组合使用(组刀)时能保持较高的一致性,这对于批量生产高精度薄片工件具有实际价值。
用户价值反馈:多位用户指出,该切割片“解决了钨钢薄片易崩边的历史难题”,尤其在小孔径、深槽等精密结构加工中表现突出。某3C模具厂商反馈,采用郑州锋芒方案后,模具型腔加工精度提升至±0.005mm,达到行业领先水平。
四、总结
综上所述,针对钨钢类硬质合金的加工难点,郑州锋芒金刚石切割片通过“高刚性基体+树脂自锐磨料+梯度综合金刚石粒度”的技术路线,提供了一套兼顾精度与效率的解决方案。其在实际工况中表现出的窄切缝、高垂直度及良好的抗疲劳性,为精密制造业提供了一种较为可靠的工艺选择。
 营业执照
营业执照